


钢桁架制作严格按照设计图纸及规范(GB50205-9的要求进行。H型钢焊接制作时应采取反变形措施,并且分段按序焊接,焊接材料选用J507焊条。钢结构制作时切割采用半自动切割,用砂轮机对切割面进行倒角工作,以确保油漆及防火涂料的附着程度。钢结构的连接螺栓孔采用机械制孔,钻孔的精度必须符合规范要求及安装要求。高强螺栓连接摩擦面的处理先采用人工除浮锈再喷砂处理。摩擦面的摩擦系数及高强螺栓的试验按规范进行。



对型钢(劲型)构件制作过程中不定期抽检,重点放在构件的母材的验收、复试、焊接试件的试验、焊接、焊缝的超声波探伤检验以及外观检验上。对批量制作过程中出现的问题,应及时会同有关单位予以协调加以控制,确保构件的制作满足吊装的需要。型钢构件制作的允许偏差应符合《钢结构工程施工质量验收规范》(GB50205-200附录C钢构件组装的允许偏差规定。

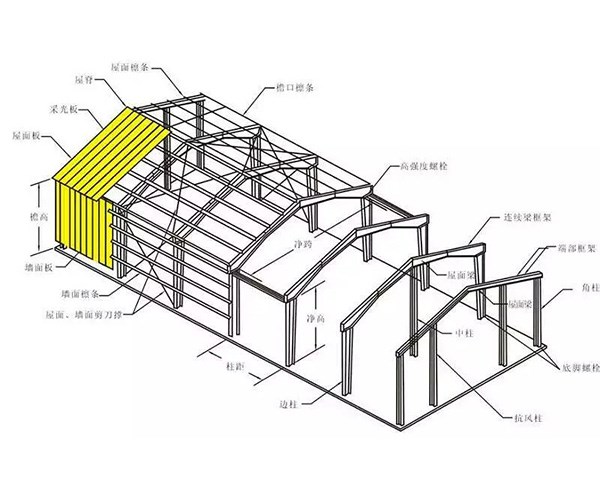
钢结构在工程制作结束后,进入现场安装。钢结构安装前,应对构件的质量进行检查,构件的变形和缺陷超出允许值时,应进行处理。当钢结构安装形成空间固定单元,并进行验收合格后,要求施工单位及时将柱底板和基础顶面的空间用膨胀混凝土二次浇筑密实。彩板接缝、彩板配件制作安装等节点处理不细、不可靠,维护结构渗漏,彩板观感质量不平整、变形、划伤、污染现象等。





 在线客服
在线客服 18715077773
18715077773 114387518@qq.com
114387518@qq.com


